
Miller & Co GmbH
Miller setzt bei der 24/7-Automatisierung auf VISI – Kompletter Formaufbau quasi über Nacht
Miller in Kummerfeld bei Hamburg hat seine komplette CAM-Infrastruktur in Rekordzeit auf VISI umgestellt und zeitgleich das 5-Achs-Stahlfräsen mit dem Hermle HS Flex-System automatisiert. Die 2,5D-Fräs- und Bohrprogramme entstehen mit VISI Compass ebenfalls hochautomatisiert. Ergebnis: Um 60 Prozent gesunkene Durchlaufzeiten bei den Formaufbauten – und Fertigungskosten, die weit unter denen von Zukaufteilen liegen.






Wir können heute einen Standard-Aufbau im Prinzip in weniger als zwei Tagen herstellen …
Die Miller & Co. GmbH ist ein Spezialist für hochpräzise Spritzgießformen kleinerer und mittlerer Größe mit Sitz im schleswig-holsteinischen Kummerfeld am nördlichen Stadtrand von Hamburg. Abgedeckt wird bei Miller eine ganze Palette an Technologien, wovon ein moderner Maschinenpark ebenso zeugt wie die hauseigene Konstruktion der Werkzeuge mit VISI, das seit etwa eineinhalb Jahren das schon seit längerem hier zum Einsatz kommende Catia V5 im 3D-CAD-Bereich ergänzt.
Auf steigenden Kostendruck reagieren
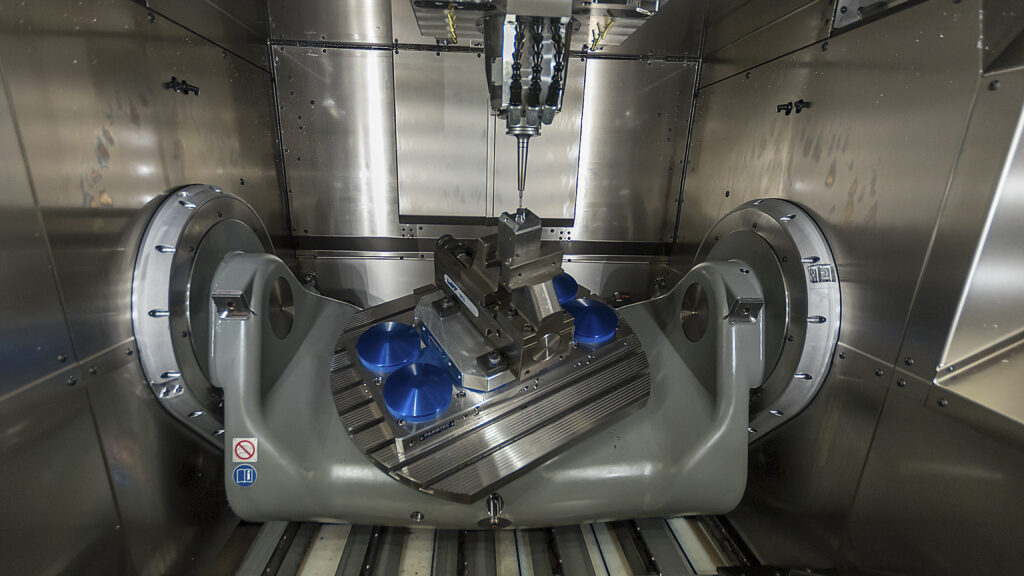
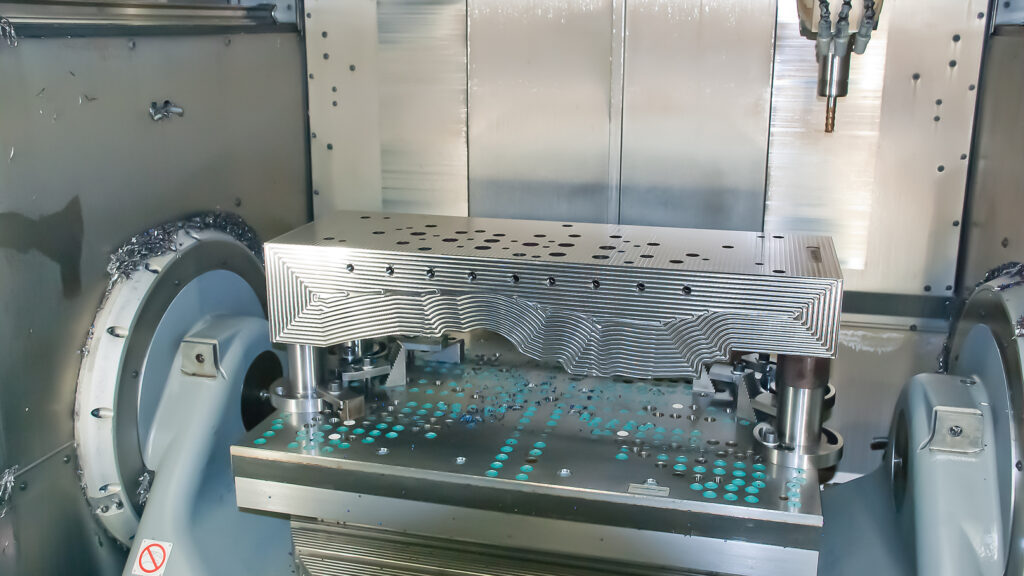
Fräsen zählt in Kummerfeld zu den wichtigsten Fertigungsverfahren. „Um hier auf den steigenden Kostendruck – nicht zuletzt aufgrund der Konkurrenz aus China – besser reagieren zu können, haben wir vor etwa zwei Jahren beschlossen, nach dem Erodieren und dem Elektrodenfräsen jetzt auch das Fräsen im Stahlbereich zu automatisieren“, beschreibt Geschäftsführer Oliver Walter die Ausgangssituation. Denn das Problem war, dass man bei der Plattenbearbeitung die Nächte bis dahin nur schwer ausnutzen konnte. „Wir spannten früher zum Beispiel um 17 Uhr eine Zwischenplatte auf, das Programm benötigte dafür vielleicht eine halbe Stunde, und anschließend stand die Maschine die ganze Nacht.“ Die Lösung stellte hier die 5-achsige Hermle C42U dar, die mit dem von Hermle Systemtechnik stammenden Palettenwechselsystem HS Flex automatisiert wurde. Ein Palettenwechsler, der über eine Transporteinheit verfügt, versorgt diese Maschine rund um die Uhr mit Werkstückpaletten und räumt die fertig bearbeiteten Teile in den Palettenlagerplatz. „Automatisierung ist das eine, damit umzugehen das andere“, unterstreicht Geschäftsführer Sven Jehne. „Da steckt das Know-how drin.“
Und hier haben sowohl Hermle als auch die Spezialisten von MECADAT, dem VISI-Distributor für den deutschsprachigen Raum, mit Rat und Tat zur Seite gestanden. Denn zeitgleich mit der Anschaffung der automatisierten C42U hat Miller Anfang 2019 auch seine gesamte CAD-CAM-Infrastruktur ausgewechselt – und zwar im laufenden Betrieb. „Nicht zuletzt dank des guten Supports seitens MECADAT sowie des genial einfachen Bedienkonzepts von VISI konnten wir damals nach nur drei Monaten durchstarten“, erinnert sich Lars Erhorn. Der Leiter des Werkzeugbaus hatte im Vorfeld das Thema Automatisierung ebenso angestoßen wie den Wechsel zur 3D-Branchenlösung VISI, eine aktuell 22 Module umfassende Produktfamilie für den Werkzeug- und Formenbau aus dem Hause Hexagon (früher Vero Software). „Wir suchten eine Lösung, mit der sich die gesamte Prozesskette, angefangen von der Werkzeugkonstruktion einschließlich Elektrodenableitung, Draht- und Senkerodieren bis hin zum 5-Achs-Fräsen im Elektroden- und Stahlbereich durchgängig abbilden lässt.“ Darum ist die Entscheidung für VISI auch relativ schnell gefallen.
Standardisierung der Prozesse
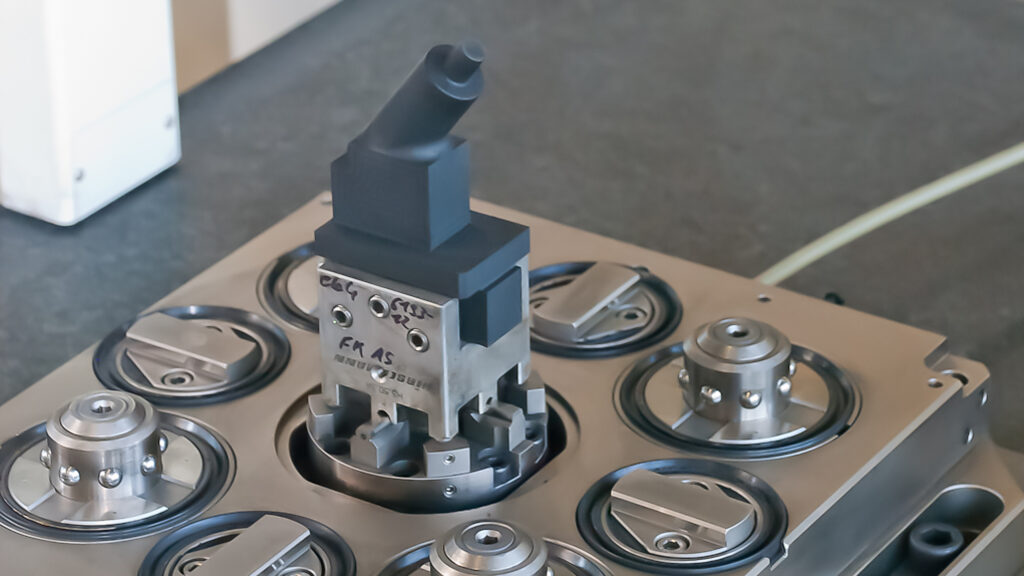
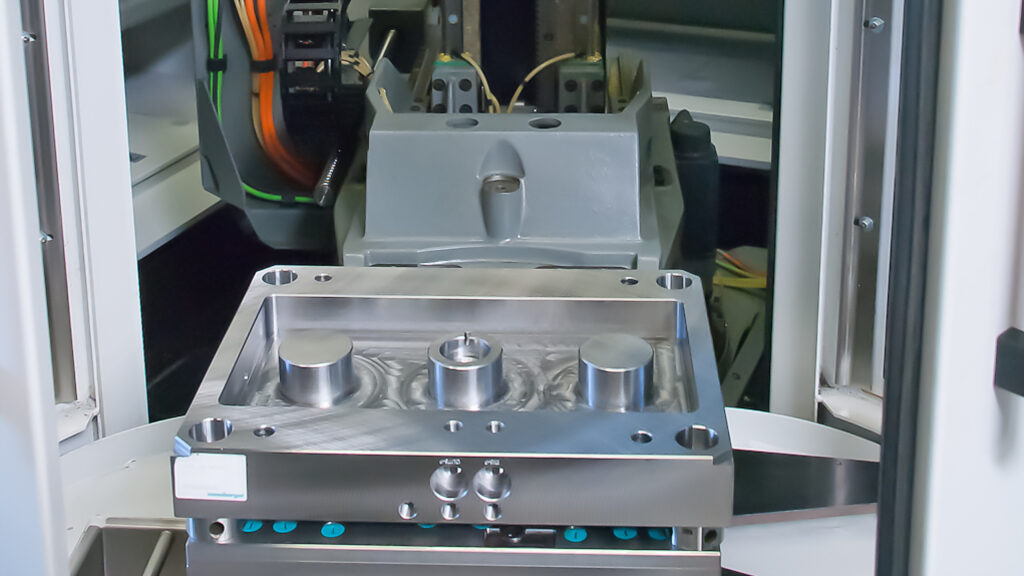
„Ein ebenso wichtiger Punkt war“, so Lars Erhorn, „dass mit VISI Machining Compass ein Modul zur Verfügung steht, mit dem sich das 2,5D-Fräsen und -Bohren automatisiert programmieren lässt.“ Denn bei Miller verfolgt man die Philosophie, auch den kompletten Grundaufbau des Werkzeugs im eigenen Hause zu fertigen. „Wir sind so deutlich schneller und nicht zuletzt flexibler bei Änderungen“, erklärt Sven Jehne den Hintergrund dieser Vorgehensweise.
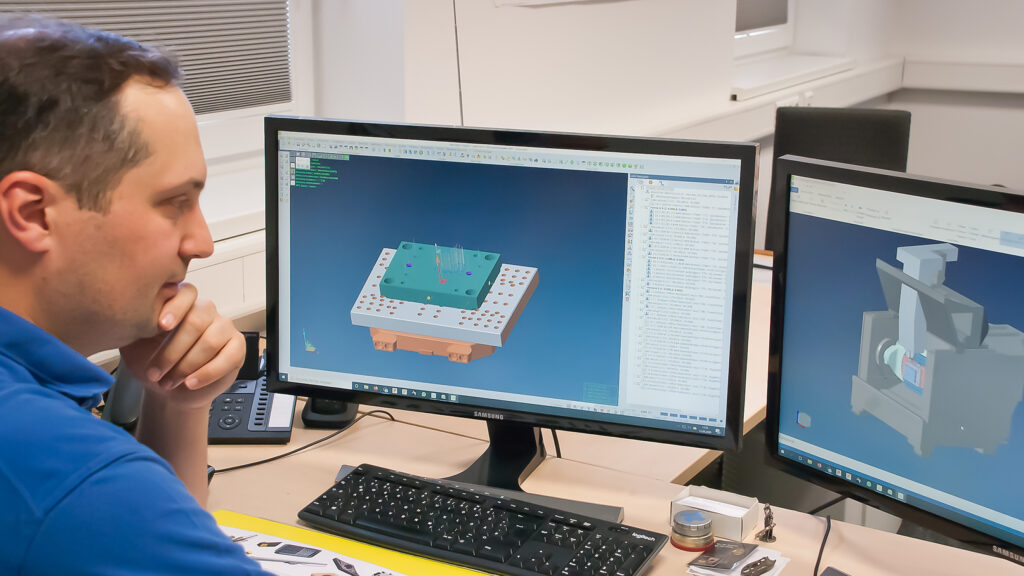
VISI Compass wertet bei der Featureerkennung bestimmte Merkmale, Features genannt, vom CAD-Modell des Werkstücks aus und erzeugt auf Basis hinterlegter Fertigungsdaten hierfür automatisch das NC-Programm. Features können reproduzierbare Regelgeometrien wie Bohrungen, Gewinde, Passungen sein, aber auch Rundungen, Kanten oder Frästaschen. Wer mit VISI zudem konstruiert, zum Beispiel mit VISI Mould, dem werden bei der Konstruktion bereits alle Attribute für die Bearbeitung vergeben, die Compass dann automatisch erkennt. Da bei Miller zurzeit noch fast alle Werkzeugkonstruktionen mit Catia V5 entstehen, werden in Kummerfeld die Features mit dem Catia-eigenen Farbsystem markiert, was sich zudem bei der Arbeit mit Fremddateien bewährt hat. Compass arbeitet mit Attributen sowie mit Farben, dem Anwender steht bei beiden Varianten die volle Leistungsfähigkeit des Moduls zur Verfügung und auch der Aufwand bleibt gleich. Weil für den Anwender kein Unterschied besteht, kann Compass gerade bei gemischten Daten seine Stärken voll ausspielen.
Bei VISI bildet sowohl in der Konstruktion als auch bei CAM grundsätzlich das 3D-CAD VISI Modelling die Plattform für alle weiteren Module. Aktuell ist VISI bei Miller an insgesamt fünf Arbeitspätzen installiert. Durch die verwendeten Netzwerk-Lizenzen, die auf einem Lizenzserver laufen, kann im Prinzip jeder autorisierte Mitarbeiter die VISI-Module nutzen, ohne den Rechner wechseln zu müssen. Neben den CAM-Modulen Elektrode und Electrode Machining, 2- bis 5-Achs-Simultanfräsen, Compass Technologie, sowie VISI PEPS-Wire zum Drahterodieren und EDMLink für das Senkerodieren gibt es noch jeweils eine Lizenz für Mould, Split und die Normteilebibliothek. Geplant ist, VISI auch in der Konstruktion verstärkt einzusetzen, ebenso wie VCheck zur Vergabe der Messpunkte und deren automatische Übertragung auf das CNC-Koordinatenmessgerät. Zudem gibt es noch drei Viewer-Lizenzen, die auf PCs in der Fertigung installiert sind.
Manuelles Nacharbeiten ist Vergangenheit
Wie stellt sich der Prozess maschinenseitig dar? Es gibt von Hermle eine eigene Software mit der Auftragsverwaltung, die auf einem PC läuft. Hier wird unter anderem festgelegt, welcher Auftrag in welcher Reihenfolge wann abgearbeitet werden soll. Die Software prüft auch, ob alle Werkzeuge, die in VISI Machining erstellt wurden, real vorhanden sind. Dies verhindert, dass die Maschine stillsteht, wenn ein Werkzeug fehlt oder die Standzeit abgelaufen ist.
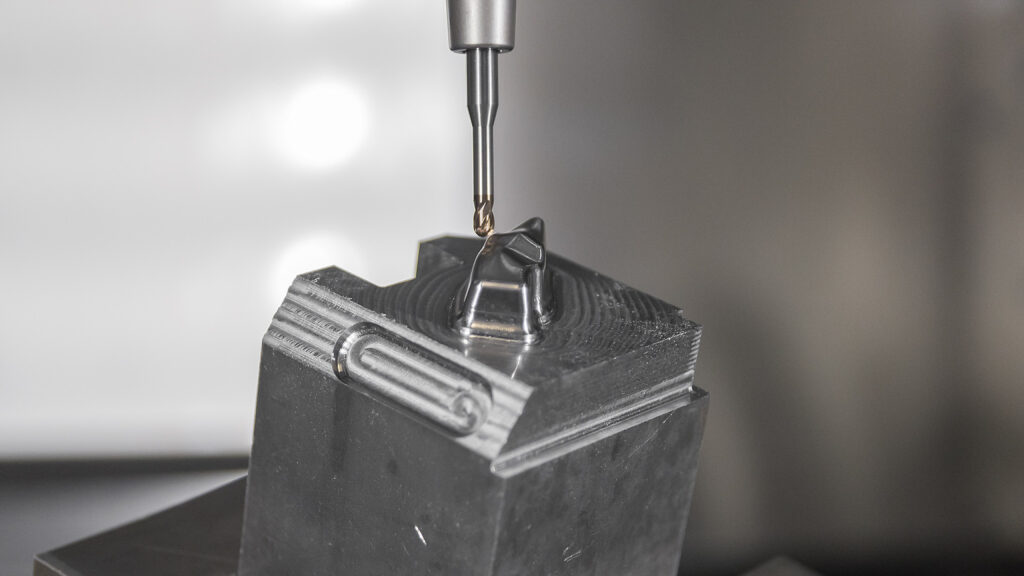
„Was uns wirklich nach vorne bringt, ist die unglaubliche Dynamik der C 42U. Das hat vor allem bei größeren Werkstücken riesige Vorteile“, betont Lars Erhorn. In diesem Zusammenhang weist er auf die sehr guten Frässtrategien hin, sowohl beim Schruppen als auch beim Schlichten, die VISI heute bietet. „Da wir bis zur VISI-Umstellung mit dem im Highend-Bereich angesiedelten PowerMILL gefräst hatten, lag die Messlatte entsprechend hoch. VISI hat uns hier nicht enttäuscht.“ Auch bei der 2,5D-Bearbeitung haben fünf Achsen klare Vorteile. „Zum Beispiel beim Bohren das Einschwenken auf die Seite, beim Hochschwenken, beim um 90 Grad weiterdrehen – und so fort. Was früher mit der Hand angerissen und gebohrt wurde, zum Beispiel Kühlbohrungen, findet heute alles auf der Hermle statt. „Das Werkstück ist damit definitiv fertig.“
Mehr als zufrieden
Mit dem hohen Niveau, das man beim CAD-CAM-Workflow sowie bei der Automatisierung der Plattenbearbeitung inzwischen erreicht hat, ist man in Kummerfeld mehr als zufrieden. Lars Erhorn weist noch einmal auf die Bedeutung der superschnellen 2,5D-Programmierung mit VISI Compass hin, ohne die eine automatisierte 24/7-Plattenbearbeitung kaum umzusetzen gewesen wäre. Im Prinzip genügen heute nur noch drei Schritte: Starten der Featureerkennung, Anwenden von Compass und kontrollieren des erzeugten Programms per Simulation. „In wenigen Sekunden erhalte ich so das überprüfte NC-Programm und kann es freigeben.“ Einen echten 24/7-Betrieb hält der Leiter des Werkzeugbaus beim jetzigen Werkstückspektrum allerdings für unrealistisch: „Wir kommen im Schnitt auf täglich 17 bis 18 Stunden Laufzeit. Ich denke, das ist ein sehr guter Wert.“
„Wir können heute einen Standard-Aufbau im Prinzip in weniger als zwei Tagen herstellen – dafür haben wir früher eine Woche gebraucht. Wir fertigen so unsere Aufbauten heute auch deutlich günstiger, als wenn wir diese extern einkaufen würden“, zieht Sven Jehne ebenfalls eine positive Bilanz. „Darum gibt es inzwischen einen interessanten Nebeneffekt: Durch die Automatisierung sind andere auf uns aufmerksam geworden, für die wir jetzt die Aufbauten fertigen.“
Miller & Co. GmbH
Der Werkzeugbaubetrieb Miller & Co. GmbH wurde 1980 gegründet. Sowohl Sven Jehne als auch Oliver Walter, die beiden heutigen Inhaber und Geschäftsführer, waren dort bereits langjährige Mitarbeiter, als sie vor gut zwei Jahrzehnten als Mitgesellschafter einstiegen und später die Anteile ganz übernahmen. Seither stehen die Zeichen auf Wachstum. Vor zehn Jahren wurde nördlich der Hamburger Stadtgrenze in Kummerfeld neu gebaut. Die Stärken von Miller liegen bei 1K- und 2K-Werkzeugen unterhalb von 5 Tonnen mit bis zu 64 Kavitäten, hauptsächlich mit Index- oder Drehtellertechnik. Damit werden vorwiegend hochpräzise Kunststoffteile wie zum Beispiel Clipse zur Kabelverlegung im Auto hergestellt. Klarer Schwerpunkt von Miller ist deshalb auch Automotive, sowie Instandhaltung. Hinzu kommt der Bau von Vorserienwerkzeugen mit einer Mindestausbringung von 10.000 Stück. 2019 wurden 73 Werkzeuge hergestellt, mit Durchlaufzeiten ab Konstruktion von 12 bis 16 Wochen. Aktuell beschäftigt Miller 20 Mitarbeiter, Tendenz steigend.

Miller & Co GmbH
Ossenpadd 20
25495 Kummerfeld
Telefon: + 49 (0) 4101- 58510
Email: info@miller-werkzeugbau.de
Web: www.miller-werkzeugbau.de